
Anyway, disaster struck a week ago as I had a lot of oil pooled around it which I initially thought was coming from a hole in my oilcan but I found it was dripping from the lathe spindle behind the cover. so I started to disassemble it and found the large sealed outer bearing that the pulley attaches to had sprung a leak, grease had run out of it and the oil must have been going though the bearing seals. Somewhere along the line, I tapped the spindle when I should not have and it came out of the rear bearing. So now I am forced into doing something which I was hoping to be avoided; a full strip down to replace the front oil seal.
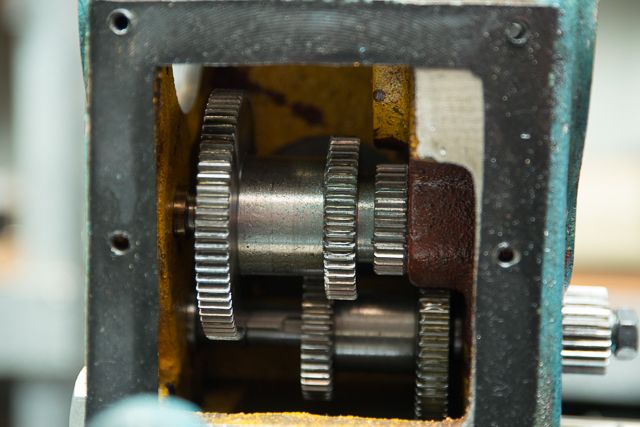
I've got a bunch of part on order from Smith and while I am waiting, I taken my time to strip it down. So I was hoping that there wold be a few guys on this board that might be able to help me restore this:




to this

I am a bit concerned about how to press the spindle bearings back into the headstock and set the preload. I think I need a piece of threaded rod and a tube that fits over the inner shaft and wind the together but all ideas would be appreciated.
I am sorry I did not take a few more photos while I disassembled it. The hardest part was pulling off the front spindle bearing. It is not possible to do this without wrecking the front oil seal so an 11:00pm phone call to Smithy in the US got some parts underway.
I took the shaft to work one day with the intention of asking for some ideas to get this apart but then I remembered that there was a bearing splitter in my hydraulic gear puller set so that night, I gave it a go. For some reason, it was missing a couple of bolts so I used the extensions in place just to hold it together.

The puller did the trick, but it was quite slow and I had to reset the position half a dozen times due to limited travel.
The other bit which I thought hard about was removing the flanged pulley seat at the back of the machine. This had to come off because the rear bearing was in pieces behind it. I started by giving it a tap to separate any gasket but this did nothing. Then I realised it had to be flanged on to accurately centre the pulley. I figured it could not be pressed in as there were 4 bolts holding it on There was a groove around the outer flange and I wondered why they had bother to machine this in. Finally I decided this was to allow them to use a bearing splitter bigger than the one I had to pull this off. I decided before I went looking for a bigger splitter to try prising it off gently with a wood chisel. This worked a treat and slowly tapping it round until I could get the fat of a screwdriver behind it made it an easy job. Soon it was off and I found the bevel gear that drives the mill was mounted on the rear side.

Once got this off, I realised I had not ordered the gasket from Smithy, so I'll have to make one up.
I was able to knock out the outer spindle bearing seats with a brass rod. The rear one was seated against a shoulder, the front one was not fully seated so that makes me wonder about this whole preload thing.
So anyway back onto the build. Here are a few questions:
1. Should I bother stripping the gearbox down any further? This all seems to be in good order.
2. How to fit the spindle bearing outer cones? I think the front one must get seated as part of setting the preload
3. How to press the rear spindle bearing onto the shaft?
Cheers guys, I hope you can help. I will try and document how it all goes back together with pics.
















