This forum is dedicated to those hobbyists with the 3-in-1 metalworking machines. Mill-Drill-Lathes. Tips, techniques, modification and use of these machines is topical.
So last week I was on Craigslist and picked up a Northern Industrial Lathe Milling and Drilling Machine Combo — 1/2 HP.
It was extremely dirty. Looked like it had been sitting for a long time. I have spent the last week taking everything apart.
I have never owned something like this, so it's all new to me. It's missing the tool holder above the vise, and the small block it sit's on.
I was just going to buy one, but I have no clue about how high it should sit or which one. If anyone could post some links that would be great.
Right now as it sit's there a four flute bit in the drill chuck. It's got a MT#2 taper. I need to know what collets, and bit's I should have to start out with. Also the gib screws are shot on the front of the sliding table on the main part. They are m8x20. Was trying to get it all aligned, and I still had slack.
Last thing, the dead center is missing on right side. Need to know what type to get.
I know it's a lot, but I would appreciate any help guys. Thank you.
Pictures, model number, specifications -- any or all would help. There's actually only a few basic designs of these tools, produced in a couple of Chinese factories and house-branded for various outfits like Northern Tool, Grizzly, BusyBee, etc. Some of the options can be different, but once we know the frame it's based on we can make better suggestions.
At a guess, I'd say it's one of the smaller machines, given the MT2 taper in the mill spindle. You will want to check the taper in the tailstock (can I assume the tailstock is still there, and just the centre is missing?), but there's a good chance it is the same. I personally prefer a live centre in the tailstock. There is some argument that a dead centre can be more accurate, but modern bearings are pretty good and that's one less thing to worry about.
The "gib" screws MIGHT be lock screws. Some of these machines have two screws run up against each other, so you have to remove one to adjust the actual gib screws, then run the second in to lock it in place. Unfortunately that often shifts the first screw slightly. Several of us have done away with that nonsense by installing long screws with locknuts on the outside of the apron to simplify locking down the adjustment. (And I assume you are talking about the left-right gib for the table here. The in-out gibs on the cross-slide are often a tapered gib with a completely different adjustment system. With a tapered gib, the gib is repositioned, not pinched.)
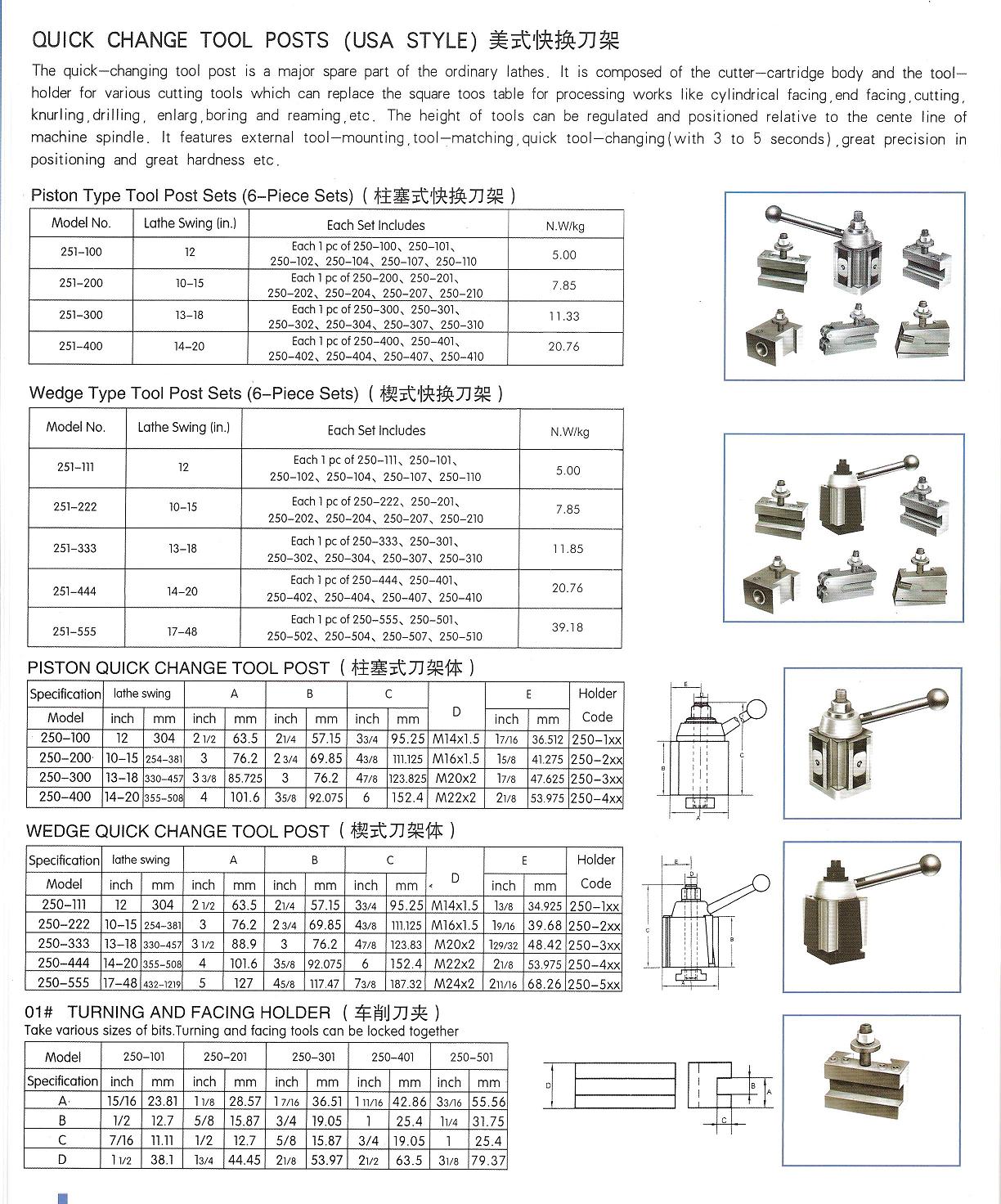
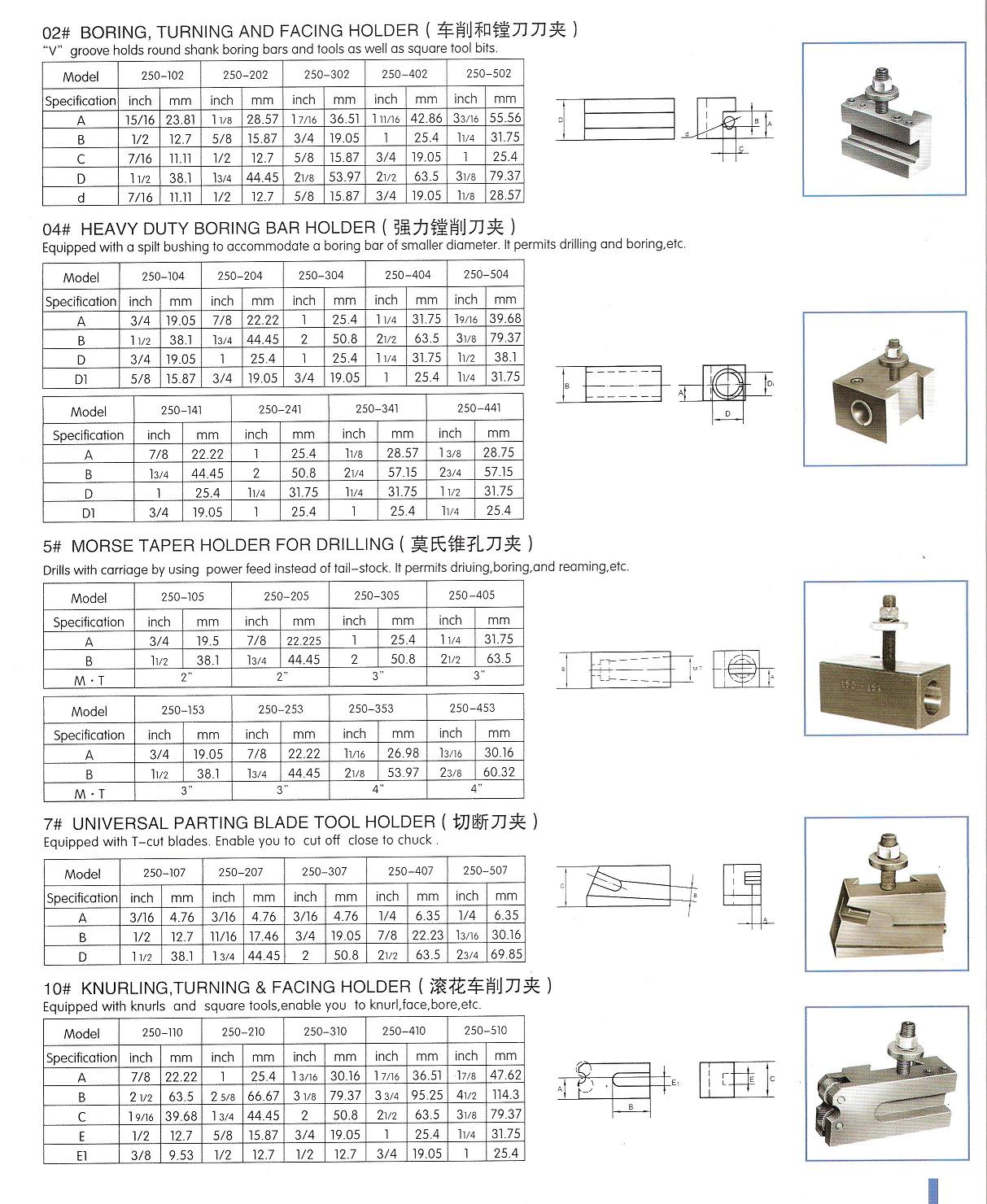
The machine probably came with a 4-way tool post originally. The "vise" doubles as the compound and the post mounts to the top of the moving jaw. If you are going to buy a new tool post, I'd suggest considering a wedge-type quick-change tool post instead. There are some inexpensive Chinese-made ones available from flea-bay and elsewhere that are remarkably decent for the money. They don't have features like indexed rotation, but they are quite "repeatable" -- meaning the tool tip ends up in exactly the same place when you swap it back in -- and to me, that's the most important thing. As for size, probably an AXA or BXA (100 or 200 series). The BXA is bigger and therefore more rigid -- IF it has adequate support. Otherwise the larger tool post applies more leverage against the support structure and may actually be LESS rigid than the smaller one.
The QCTP design saves a lot of time and aggravation trying to adjust the tool tip height, which is critical for accurate work and a decent finish. The 4-way type has to be carefully shimmed, the QCTP type has a height adjustment screw. Plus, with the QCTP, you are not limited to swapping between 4 tools.
All that said, you may be able to find a used 4-way for your machine cheap from someone who swapped in a QCTP.
The "4 flute bit" in the chuck is probably an endmill. It really shouldn't be used in a drill chuck, although you can get away with that for light cuts in plastic or maybe even aluminium. However, the chuck is not designed for the sideways loads of milling and may fly off it's taper unexpectedly if used that way. Plus the finish probably won't be as good. You will want a proper end-mill holder, collet and/or collet chuck system, retained by a drawbar. You will probably also want a few new, sharp, endmills.
You will find that the cost of the machine is only a fraction of the total cost of equipment. You will need some precision measuring tools, although you can probably get by with a set of Chinese-made digital calipers for now. A DTI, some micrometers are usually the first. Depending on your needs you will expand from there. A surface plate and height gauge is invaluable for 3D measurements. Telescoping gauges for internal measurements. An edge finder for precision referencing. A centre finder. Thread gauges, radius gauges, feeler gauges -- the list goes on if you let it. I even lucked into a used optical comparator on eBay a couple of years ago.
For larger stuff, you won't need the vise, you can clamp the work directly to the table for milling, so a clamp set with step-blocks can be handy. Someday you will want to get a decent milling vice instead of that compromise the machine came with. For tiny stuff, even the vise may not be tall enough for use on a 3-in-1, since the table does not rise. Then you need to get the work higher with a riser block (personally, I use my tilt-table). A rotary table and/or spin indexer. 3-2-1 blocks and a set of 1/8" parallels for setting things up. A set of small machinist's squares can also be handy. A good protractor for angles. Sine blocks for really precise angles. V-blocks for round things. Again, the list of cool accessories goes on and on and on...
However, you don't have to buy all that stuff at once. Many of us have a few accessories, few have all accessories. As you gain experience, you will decide what items are most important to the kind of work you do. I would strongly suggest reading through this forum and the General forum to get a better feel for things before spending a lot of money.
Key Specs
Item# 143352
Ship Weight 387.0 lbs
Stand Included No
HP 1/2
Volts 110
Watts 370
Speed (RPM) 430–2,000
Spindle Speeds (qty.) 5
Drilling Capacity (in.) 5/8
Center Height (in.) 7 1/4
Width Between Centers (in.) 14
Carriage Travel (in.) 3
Dimensions L x W x H (in.) 35 x 22 3/4 x 31 3/4
Yes, your right about it being an endmill. I still struggling with the terminology.
Was it worth the 125.00 I spent?
So, start me off with the basic tools needed for calibration. collet set, and a couple bits.
I mostly looking at doing small stuff with aluminum.
I know they are not the best machine. And I know tooling is the expensive part.
The last picture I took it where I have slack. When I rotate the wheel for the cross slide, You can see it twist about a 1/16 before taking off. I see the lock screw tab thingy in the middle. I tried to adjust the gib screws on the left and right and they won't go any further. They don't even hit it. I backed them out and they both looked worn.
Make sure part #414 is actually in there. They are calling it a "spacer block", but we know it better as the gib. It's a long metal "shim" that goes between the cast iron bed and the carriage and the screws are supposed to press against the gib, not against the bed. If the screws look worn, I wonder if the gib is missing.
By the looks of the photos, I think an AXA (aka 100) tool post would be a better fit than a BXA (aka 200), not only because of height, but to maximize the usable bed length. Attached are some sheets of comparative measurements so you can decide for yourself.
Hmmm. The site software won't let me attach them -- too large. And won't let me zip or tar them either. You'll have to d/l them from my own website:
For $125, I don't think you can go wrong. You bought a lathe kit, some assembly required, tool post and tail stock not included. Cheap at twice the price. It has some limitations: the bed is a bit short and there's no lead screw or change gears so you can't thread with it. But you can learn a heck of a lot about machining and make some useful stuff at the same time. At the worst, you can always use it as a benchtop drill press.
If you find you enjoy the hobby, you can upgrade to a more versatile machine(s) in the future and any metrology and most tooling will work with the new machine. If you find you (or your wife!) can't stand the smell of hot cutting oil, you haven't wasted thousands finding out.
After looking again. The gib is there. You were right about the screws. I found another one behind it. I was able to get the table to glide back and forth without the slack. How much resistance should I feel when running the hand wheel?
As far as the tool posts, which is the way to go piston, or wedge?
shutter wrote:After looking again. The gib is there. You were right about the screws. I found another one behind it. I was able to get the table to glide back and forth without the slack.
Great! Glad that's solved.
How much resistance should I feel when running the hand wheel?
That's a harder one to answer. Someone else may have better advice, but here's my experience: Assuming everything is smooth, no chips stuck under things, no irregularities in the bed, and with a nice smear of way oil, it should move smoothly with a very slight drag but still have virtually no play with the crosslide run out to the limit and pressure put on it from side to side, as measured with a DTI -- sorry, Dial Test Indicator. Play will result in poor finish and inability to hold a precise measurement. In reality, perfection is difficult to achieve, especially if things are worn. You may find that a perfect adjustment near the chuck (where most of the work takes place) results in stiff movement near the tailstock end because the chuck end of the bed is worn. There are entire forums dedicated to "scraping" -- the process of truing worn ways. At this point, I'd just try to get it the best you can with minimal play.
As far as the tool posts, which is the way to go piston, or wedge?
I personally prefer the wedge as it is more "repeatable" -- that is, the tool bit will be back in the exact same location if replaced after temporarily using another tool. Also, the wedge design tends to draw the tool holder down and in, making it very rigid and stable. However, the piston style is usually slightly cheaper and many people use that type quite successfully. This is the AXA version of the BXA I have on mine, from the same vendor:
The price is about what you paid for your entire machine, but is actually pretty reasonable for a wedge type QCTP. At the time of my purchase, the piston type was about $20 cheaper.
I also purchased a dovetail bit and made a bunch of my own toolholders. A good learning experience plus a useful result. Which brings us yet another option: build your own tool post. There are several interesting designs available on-line.

{kind=link}
{kind=link}