Hi,
New here and to machining. Hoping for some help with a small project.
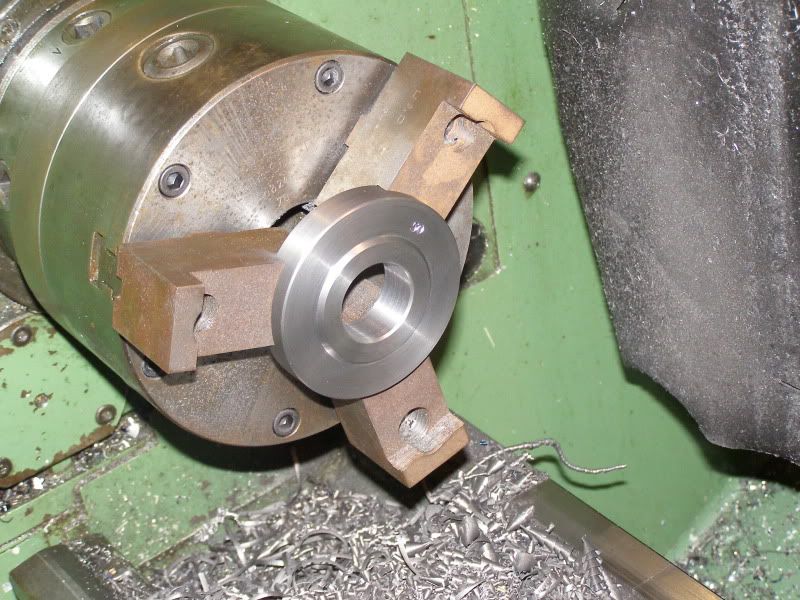
I'm trying to part a brass rod that has been bored and internally threaded. Unfortunately, when the part separates, it does so leaving some of the thread attached from the parting tool width. I know why it's happening, just trying to find a work around. Any thoughts greatly appreciated.
John
It is generally desirable that the thread receive a chamfer after parting. If the task was mine, I'd use soft jaws, bored to hold the piece not only on center, but perpendicular, then I'd take a miniscule facing cut, followed by the chamfer, inside and outside, all of which would be done with the same tool. Done! And no damage to the knurl. Using soft jaws as I suggested provides the perfect stop, so you can control length to a high degree of precision, all without effort.
Harold
Wise people talk because they have something to say. Fools talk because they have to say something.
JohnH: My latest thoughts were along yours. But I'm thinking a sacrificial all thread rod. I could thread it in to the piece, center drill it and use a live center to support the whole business.
JohnF: I would have to get the grove at the exact spot of the leading edge of the parting grove, which is possible. I'll have to think on that one.
HaroldH: Still real new at this and not sure of the setup for your idea. What are "soft jaws"? Are they made or acquired?
Blackwatch42nd wrote:Thanx to all for the quick reply.
JohnH: My latest thoughts were along yours. But I'm thinking a sacrificial all thread rod. I could thread it in to the piece, center drill it and use a live center to support the whole business.
John
What Glenn said. I can think of no faster and better way to break a thin parting tool (keeping in mind, I hand grind parting tools from square stock, I do not use commercial parting tools).
While using a sacrificial mandrel (threaded) can be a solution, it's not a good one, nor does it allow for the critical operation of chamfering the thread. Soft jaws, or a step collet, are the answer. Either permits "fine tuning" to resulting part, while other methods do not.