Hi
I hope that you won't laugh at me but I'll take the risk. I have quite an old lathe. it was manufactured in Italy and the manufacturer no longer exists. it goes under the name PPL ALCIONE. it's not something to write home about but for my humble requirements it's enough. one of the shortcomings of it is the fact that is not equipped with a thread dial and here comes my question - is there any formula to calculate the ratio between the lead screw and the driven gear of the thread dial? since there is enough room, I see no problem attaching a body that will hold the gear and the shaft to the carriage.
Thanx.
Question about thread dial

Re: Question about thread dial
Yes, one could derive a formula based on the threads per inch of your lead screw. If your screw is 8tpi, I think a common gear has 32 teeth - some multiple of your lead screw pitch - with graduations every inch or half inch. I would have 4 main graduations and then another set every half.
One other thing I read is that if your lead screw has a slot, make sure your thread dial gear is wide enough to bridge the slot or there could be a crash.
One other thing I read is that if your lead screw has a slot, make sure your thread dial gear is wide enough to bridge the slot or there could be a crash.
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
-
John Hasler
- Posts: 1852
- Joined: Tue Dec 06, 2016 4:05 pm
- Location: Elmwood, Wisconsin
Re: Question about thread dial
The gear needs to be the TPI times a power of 2. 32 teeth is common for 8TPI leadscrews. You then have 4 main divisions and a minor division between each pair of main divisions and you can simply follow the instructions in most "how to use a threading dial" references. I made one for my Logan: works fine. You want a friction coupling between the dial and the gear so that you can easily set the pointer to a main division when starting to thread. This is not necessary but it makes things a bit simpler.
Re: Question about thread dial
Hi and thank for your comments. However I would like to ask is a lathe that was manufactured in Europe, Italy, to be precise, will be equipped with a lead screw that complies with Imperial standard rather then metric?
-
John Hasler
- Posts: 1852
- Joined: Tue Dec 06, 2016 4:05 pm
- Location: Elmwood, Wisconsin
Re: Question about thread dial
If it was made for sale in Europe it wil be metric. If it was made for export to the US it might be inch (US Customary, to be precise. "Imperial" refers to the pre-metric British system).
Re: Question about thread dial
The lathe is definitely haven't seen the shores of the US, so it must be metric as you suggest. I'll check it out today. if that's the case - how is the ratio calculated? what I mean is that the pitch of the lead screw would be (I assume) in whole mm's, so how would that "translate" to the no. of teeth on the driven gear?
-
tornitore45

- Posts: 2077
- Joined: Tue Apr 18, 2006 12:24 am
- Location: USA Texas, Austin
Re: Question about thread dial
If the lathe is metric, threading dial use is not as simple as in Imperial threading because metric leads are not always a fraction of the lead screw. Different gear need to be mounted on the thread dial depending on the screw lead dividing factors.
Unless you have to do multiple parts it is easy to leave the half nut close and reverse.
Unless you have to do multiple parts it is easy to leave the half nut close and reverse.
Mauro Gaetano
in Austin TX
in Austin TX
Re: Question about thread dial
{kind=link}
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
Re: Question about thread dial
Hi
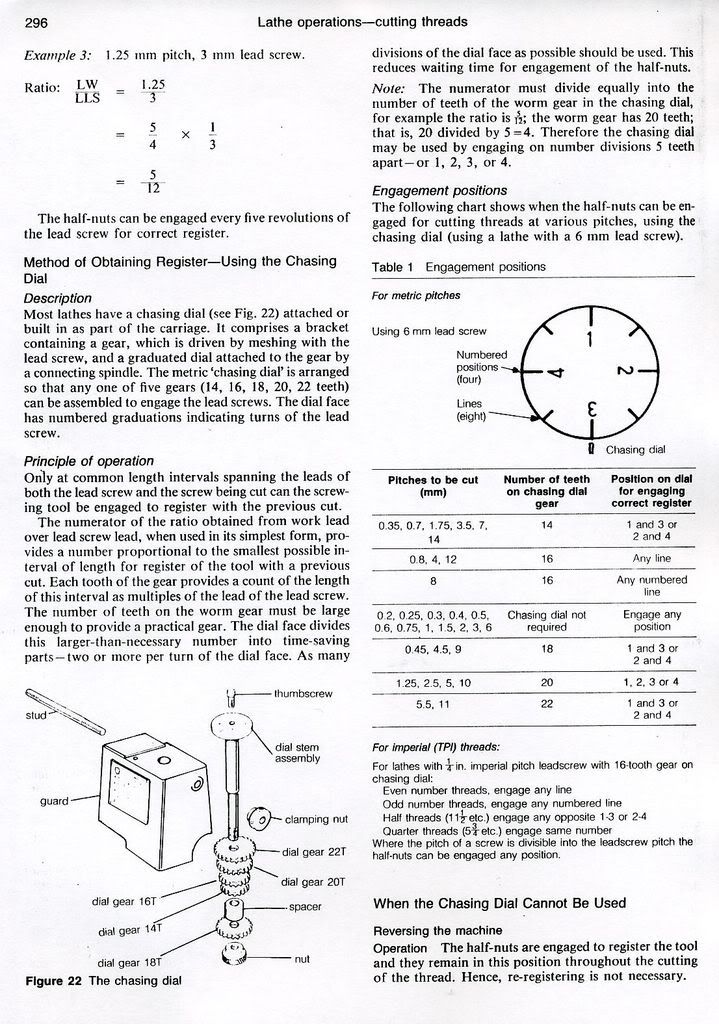
Thanx for your replies. the page that ctwo uploaded explains it exactly. thanx. now it gave me another thought - the chart shows the gears needed for various pitches for mm threads but what happens when one wants to cut an inch based thread, if and how it's done on those gears or it requires another set of gears?
btw - I've measured the lead screw on my lathe. it's 6mm pitch.
Thanx for your replies. the page that ctwo uploaded explains it exactly. thanx. now it gave me another thought - the chart shows the gears needed for various pitches for mm threads but what happens when one wants to cut an inch based thread, if and how it's done on those gears or it requires another set of gears?
btw - I've measured the lead screw on my lathe. it's 6mm pitch.
Re: Question about thread dial
I'm just going to take a guess that for imperial threading, you will then require a set of transposing gears in the drive line. These are usually 100 and 127 teeth gears (or 47/37 for close enough) when we do metric threading on an imperial lathe, so perhaps just reverse the ratio.
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
-
John Hasler
- Posts: 1852
- Joined: Tue Dec 06, 2016 4:05 pm
- Location: Elmwood, Wisconsin
Re: Question about thread dial
Yes, exactly (there might not be a 100 tooth gear involved depending on the machine but for exact transpostion there will always be a 127 tooth gear). A threading dial should also be theoretically possible but would need a 127 tooth gear in its gear train.ctwo wrote:I'm just going to take a guess that for imperial threading, you will then require a set of transposing gears in the drive line. These are usually 100 and 127 teeth gears (or 47/37 for close enough) when we do metric threading on an imperial lathe, so perhaps just reverse the ratio.
Re: Question about thread dial
Hi
I'm afraid I didn't expressed myself clear enough. what I meant to ask is how the thread dial functions when cutting an inch based (not imperial, I took notice on John Hasler's remark) thread since the lathe is metric and the gears that are part of the thread dial are if I got it right, designed for metric thread. so in order to use it on an inch thread another gear is required?
If I understood right, your answer telling that I have to use a 127 teeth gear for cutting inch thread was about the drive train and not the gear driven by the lead screw.
Thanx.
I'm afraid I didn't expressed myself clear enough. what I meant to ask is how the thread dial functions when cutting an inch based (not imperial, I took notice on John Hasler's remark) thread since the lathe is metric and the gears that are part of the thread dial are if I got it right, designed for metric thread. so in order to use it on an inch thread another gear is required?
If I understood right, your answer telling that I have to use a 127 teeth gear for cutting inch thread was about the drive train and not the gear driven by the lead screw.
Thanx.