Discussion on all milling machines vertical & horizontal, including but not limited to Bridgeports, Hardinge, South Bend, Clausing, Van Norman, including imports.
I found this tonight online and wondering if anyone has used this with success - or otherwise. Would seem like a decent concept and helpful tool and maybe make the tramming process a bit easier. Let me know.....
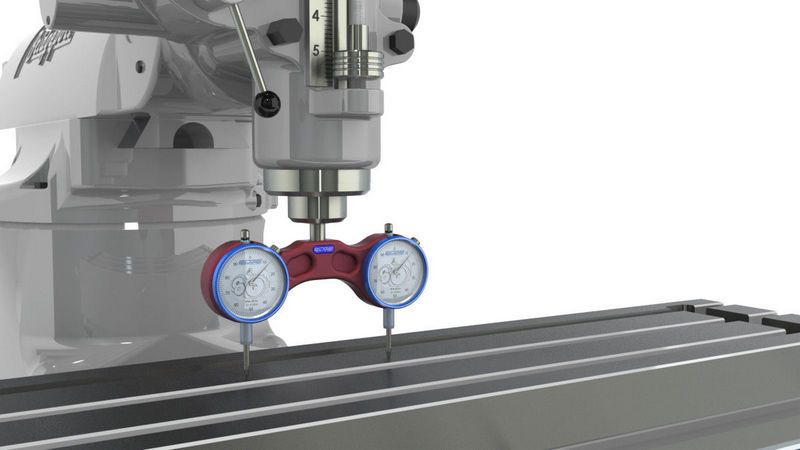
The assumption is that when the tool is placed on a surface perpendicular to the spindle axis the two "clocks" read the same.
But what if they got bumped, bent shaft, poorly manufactured, any sort of accident that can happen to precision equipment?
Even a mediocre test indicator mounted on a crooked, but rigid, shaft will move when rotated if the table is out of tram.
I prefer instrument that are intrinsically self calibrating like a plumb line or a spirit level versus a square "standard" which basically the tools replicates in different form.
Too cheap to buy one when an Indicol (or equivalent) and a test indicator will do the same, along with other jobs. I try to avoid one trick tool ponies in the shop when possible.
Chris -
http://raceabilene.com/kelly/hotrod
"Check all parts for proper condition before operation; if normal safety precautions are noticed carefully, this machine can provide you withstanding of accurate service."
A DTI has many uses and is probably less expensive, where this is a single use tool and needs to be checked periodically by placing it on a surface plate to check zero on both indicators.
A DTI can be more accurate as well depending on resolution.
Glenn
Operating machines is perfectly safe......until you forget how dangerous it really is!
What I have found, is 001" is not enough resolution. No matter how close I think I have it set with the dual gage, when I use a regular DTI with .0005" or .0001", I find it's always off a few to several tenths. It's not a problem with the tool being bent or something, as the direction the alignment is off is not consistent. I think they would work a lot better if they had a .005" or better grad.
I still use it....gets me close pretty quickly, but for a warm fuzzy feeling, I finish up with a DTI.
I will get hollered at for this, but I tram using an angle block. It's a huge piece of iron with a handle, ground flat and square on two sides. You lower the spindle all the way and push the block against it. You put a light behind it so you can see light coming out between the spindle and block.
When you adjust the head so the spindle is perfectly parallel to the block, you can't see any light. If the mill is out of tram by something like half a thousandth over six inches, you'll see light. You do this with the block beside the spindle and then in front of or behind it, so the head is trammed in both directions.
It's not perfect, but how often do you need perfect tramming? The great benefit of using the block is that it takes three minutes, so you won't be afraid to tilt the head when you need to. If you're fly-cutting or doing something else that requires better accuracy, get out the indicators.
It's not a problem with the tool being bent or something, as the direction the alignment is off is not consistent.
This statement suggest you rotate the gauge 180 degree and expect to have equal readings. If, for example, there were 2/1000 error on the table and 1/1000 error on the gauge alignment, you would read a difference o 3/1000, then as you turn it 180* the reading would be 1/1000 alerting you that something is wrong. If the instrument is in calibration and the table is OFF by X you read a difference of X in one direction and -X after rotating the spindle 1/2 a turn.
Amen to that.
But the idea behind the instrument is to avoid turning and reading through mirrors.
If you are turning the spindle, then is no different then using a test indicator.
My opinion?
Nothing more than a gimmick, intended to separate a guy from his money. There's not one feature provided by that less than useful device that wouldn't be provided by a simple DTI, held by the end and swiveled so it can be read from above. I wouldn't want one in my toolbox, not even if it was free.
Some folks seem to think that if they surround themselves with every conceivable contraption that they will be more capable. Unfortunately, that simply isn't true.
Ever watch a guy work who has skills and knowledge? It's not done with smoke and mirrors.
Harold
Wise people talk because they have something to say. Fools talk because they have to say something.
The Starrett one that reads .0005 seems to work really well. Then again it's made very nicely. Also they made sure the distance between the indicators was such that it fits on the bed of a 6" vise, on the jaws at the top etc., also works with the standard Sine Bar length, bunch of other common places that I am forgetting.
Then again the Starrett one looks like its made with a big steel plate to hold the indicators and much thicker center post. When I used it it sure made tramming things to odd angles very fast and easy, just put the sine bar across vise bed where I was going to clamp the work and instant angle. Not sure the .001 one would be accurate enough though for getting angles very precise.