I think I need to consolidate my posts regarding my lathe conversion. I'm using Ron Steele's plans, which were drawn up for Harbor Freight-type 7x lathes. My lathe is a Big Dog (Real Bull) 7x14, which is slightly different, but it looks like the plans still work.
Link to Ron Steele's site: http://www.stirlingsteele.com/latheplans.html
I think this material will be useful to other people who do the conversion, because as nice as the plans are, there are little things that can be improved, at least for a Real Bull lathe.
First interesting thing to note: the plans are sold with the assurance that you will still be able to use the lathe manually. The plans include two knurled knobs that turn the axles of the stepper motors. Problem: the knobs are not graduated. If you're going to use the lathe manually, you're going to have to make graduated knobs, some kind of pointer, and a way to make the knobs slip and tighten on the axles so they can be zeroed. Either that, or you'll have to be able to do measurements on the computer or DRO.
Second thing: there is a Y-shaped yoke that holds the motor that moves the cross slide, and the yoke design is not that great. It calls for a part made from 3/4" aluminum plate, using a mill. Because the part is symmetrical around an axis, it's actually easier to make on a lathe, so that's what I did. Also, the bore specified in the plans is bigger than needed for a Real Bull lathe, and that leaves very little metal between the bore and the two attachment-screw counterbores that flank it. In addition, the part can be made asymmetrical from top to bottom (as mounted) so there is more metal below the motor axle to resist flexing. Finally, the attachment screw holes are drawn up to accommodate the very short M4 screws that come with the lathe. Because of this, the holes are over an inch deep, with 1.1" counterbores that take out a lot of metal. There is a better way.
The center bore should be about 0.405", not the 0.510" specified in the plans. The shaft that goes through the bore is nowhere near half an inch thick. The shaft has shoulder on it, and that shoulder fits into the Y-yoke, which has to have a shallow counterbore to receive it. The correct width for the counterbore for a Real Bull lathe is 0.510", not the 0.625" in the plans. The counterbore depth is 0.115". These changes fix the main bore issues.
You should not use the original M4 x 10mm (approximately) screws that come with your lathe. You can buy 35 mm screws. These are slightly longer than the part of the yoke they run through. Instead of making two 1.100"-deep counterbores for the screws, make counterbores only 0.188" deep. Just deep enough to receive the heads of the screws so they will not be proud of the part surface. This will save time and spare a lot of metal.
The counterbores are supposed to be 19/64" in diameter, but if you use a smaller main bore, you will have room to make them a little bigger, if you don't have a 19/64" cutting tool available.
I made the part 0.875" thick instead of 0.750", and that allowed me to make the bottom section 0.125" thicker than the top, and the extra eighth of an inch of metal rests against the apron and makes the whole rig stiffer.
To make the part itself, I turned a 2.25" cylinder of aluminum, and then I put a 1.500" bore in one end. I turned the other end down to the size specified in the plans. Then I milled flats on each side of the part while holding it in a vise. This beats making a bunch of turns in order to mill the part from flat stock. It also allowed me to make the main bore with a drill in my tailstock, and if I had had enough foresight, I would also have used the lathe to make the 0.510" counterbore in the main bore.
To make the holes for the screws that attach the yoke to the lathe, I used the mill and ordinary drill bits. I indicated the main bore using a co-ax indicator, zeroed the mill, and moved to either side to locate the holes. I did not have a counterboring tool, so I made a D-bit on the lathe and grinder and hardened it using propane and boric acid. It worked fine for shallow bores (~0.200"), but it clears chips poorly and heats up in longer bores, so if you make your own tool, make sure you design it better than I did.
The plans call for a lot of 10-32 threads. I would junk that and go with metric. It seems like metric socket cap screws are easier to find. I would also get rid of the imperial set screws. There is no reason for any of this stuff to be imperial.
I will put up a photo of the original aluminum plate part next to the part I made, and I will also put up a photo of the whole assembly attached to the lathe. From now on I'll try to confine this stuff to this thread.
CNC Mini-Lathe Conversion Notes
Moderator: Harold_V
-
SteveHGraham

- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
CNC Mini-Lathe Conversion Notes
- Attachments
-
-
Last edited by SteveHGraham on Wed Jul 16, 2014 3:17 pm, edited 1 time in total.
Every hard-fried egg began life sunny-side up.

Re: CNC Mini-Mill Conversion Notes
That's a good idea, Steve, and I should do the same. I got questions spread all over the forum. I think I started it...
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
Re: CNC Mini-Mill Conversion Notes
50$ for those plans? Really? I have a new business to start!
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
It shouldn't be hard to come up with better drawings and a better BOM, especially after someone else did so much groundwork. If you really want to improve the plans, add a couple of chapters about basic CNC and setting up the electronics, plus a couple of sample projects with code.
Every hard-fried egg began life sunny-side up.
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
Here is the lead screw nut mount, in 1018. I wondered how to do the big bevels. They're supposed to be half an inch deep. I ended up using a 45° plate and a sine calculation. I mounted the work at a 45° angle to vertical and dropped a 1/2" cutter on it. Then I locked the spindle and cut 0.354" ( 1/2" times the sine of 45°) down into the part. I may be off by a few thousandths, but in this case it doesn't matter.
I did the little bevels using a mill drill with a 90° point. I inched the work closer and closer to the drill, taking light cuts, until I got a bevel that looked nice. Then I matched the other sides. I could have done a calculation and used an edge finder every time, but it would have taken an hour and a half.
Incidentally, I used my Travers Tool HSS tap and tapping handle on these 10-32 holes. Seems to work just as well as my Greenfield taps, for much less money. The screws went in beautifully.
I am not all that sure if my tapping technique is right. I center-drilled the holes and went oversize to get a little countersinking. Then I put the tap in a hand tapping tool and closed my drill chuck until it just fit around the top of the tool. I used it to keep the tool aligned while turning by hand. The tool may have wobbled by a degree or so, but the screws don't seem to care. I am going to turn a little doodad that goes in a 1/2" collet. It will have an opening that fits snugly around the top of the tapping tool, to allow it to rotate smoothly. That ought to make life simpler. I'm not sure why they don't make a thing like that, with a little thrust bearing in it. Maybe they do.
It's kind of neat to be making little 3D replicas of drawings instead of flying by the seat of my pants.
The drawing called for holes 1/2" deep, but I knew the portions of the screws that would go in would be that long, and my taps aren't bottoming taps. I went to 5/8" instead, just in case. Not sure if there is a convention concerning this. In drawings, what does a 1/2" screw hole mean? Does it mean total depth of 1/2" or threaded depth of 1/2"? I would assume it's threaded depth.
I did the little bevels using a mill drill with a 90° point. I inched the work closer and closer to the drill, taking light cuts, until I got a bevel that looked nice. Then I matched the other sides. I could have done a calculation and used an edge finder every time, but it would have taken an hour and a half.
Incidentally, I used my Travers Tool HSS tap and tapping handle on these 10-32 holes. Seems to work just as well as my Greenfield taps, for much less money. The screws went in beautifully.
I am not all that sure if my tapping technique is right. I center-drilled the holes and went oversize to get a little countersinking. Then I put the tap in a hand tapping tool and closed my drill chuck until it just fit around the top of the tool. I used it to keep the tool aligned while turning by hand. The tool may have wobbled by a degree or so, but the screws don't seem to care. I am going to turn a little doodad that goes in a 1/2" collet. It will have an opening that fits snugly around the top of the tapping tool, to allow it to rotate smoothly. That ought to make life simpler. I'm not sure why they don't make a thing like that, with a little thrust bearing in it. Maybe they do.
It's kind of neat to be making little 3D replicas of drawings instead of flying by the seat of my pants.
The drawing called for holes 1/2" deep, but I knew the portions of the screws that would go in would be that long, and my taps aren't bottoming taps. I went to 5/8" instead, just in case. Not sure if there is a convention concerning this. In drawings, what does a 1/2" screw hole mean? Does it mean total depth of 1/2" or threaded depth of 1/2"? I would assume it's threaded depth.
- Attachments
-
Every hard-fried egg began life sunny-side up.
Re: CNC Mini-Mill Conversion Notes
Steve, a real pro will correct this, because I'm not sure it's right, but I feel compelled to speak to this point regardless.
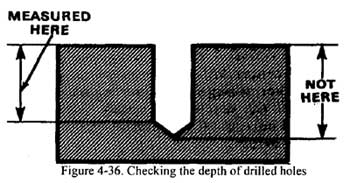
Hole depth is measured from the point where the drill makes a full diameter cut, so I would expect a dowel pin to drop to specified depth (i.e., a 1/2 inch long dowel pin would be flush with your reference surface).
illustrated:
http://www.americanmachinetools.com/ima ... _depth.jpg
from:
http://www.americanmachinetools.com/how ... _press.htm
BTW, that's a nice looking part, in 1018.
Also, I've taken to power tapping. Right after drilling the hole, switch to the tap and just hand tighten it in the chuck so if it binds, it will just slip in the chuck. I usually bump the switch and drop the tap into the work while the machine spins down. If I'm going in a blind hole or there is a bottom, I'll finish by hand. If you're on 3-phase, you should have more confidence in reversing out.
Hole depth is measured from the point where the drill makes a full diameter cut, so I would expect a dowel pin to drop to specified depth (i.e., a 1/2 inch long dowel pin would be flush with your reference surface).
illustrated:
http://www.americanmachinetools.com/ima ... _depth.jpg
from:
http://www.americanmachinetools.com/how ... _press.htm
BTW, that's a nice looking part, in 1018.
Also, I've taken to power tapping. Right after drilling the hole, switch to the tap and just hand tighten it in the chuck so if it binds, it will just slip in the chuck. I usually bump the switch and drop the tap into the work while the machine spins down. If I'm going in a blind hole or there is a bottom, I'll finish by hand. If you're on 3-phase, you should have more confidence in reversing out.
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
Thanks for the info.
I do have 3-phase, but this mill unexpectedly came with a variable speed head, so I have never used the VFD for going backward. in fact, I just use it to provide 3-phase to the motor. I don't even change speed with it. I have a Phase Perfect, but by the time I got it, the mill was already set up with a VFD.
I'm concerned about breaking taps. If I had some kind of device with a clutch, I wouldn't be afraid to use the motor.
I do have 3-phase, but this mill unexpectedly came with a variable speed head, so I have never used the VFD for going backward. in fact, I just use it to provide 3-phase to the motor. I don't even change speed with it. I have a Phase Perfect, but by the time I got it, the mill was already set up with a VFD.
I'm concerned about breaking taps. If I had some kind of device with a clutch, I wouldn't be afraid to use the motor.
Every hard-fried egg began life sunny-side up.

{kind=link}
Re: CNC Mini-Mill Conversion Notes
SteveSteveHGraham wrote:Thanks for the info.
I do have 3-phase, but this mill unexpectedly came with a variable speed head, so I have never used the VFD for going backward. in fact, I just use it to provide 3-phase to the motor. I don't even change speed with it. I have a Phase Perfect, but by the time I got it, the mill was already set up with a VFD.
I'm concerned about breaking taps. If I had some kind of device with a clutch, I wouldn't be afraid to use the motor.
Check these out
http://www.ebay.com/sch/i.html?_sacat=0 ... tic&_rdc=1
Ken.
One must remember.
The best learning experiences come
from working with the older Masters.
Ken.
The best learning experiences come
from working with the older Masters.
Ken.
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
Thanks, Ken, but $200 to avoid turning a handle is too rich for my blood.
More CNC news: the lead screw nut mount has a problem. It's supposed to slip over the apron, and two set screws clamp it on. The gap that fits over the apron is something like 0.850" wide. That may work on a Harbor Freight lathe, but my lathe is a Big Dog, and the apron is about 1.020" thick. The gap in the part is too small.
I don't know if I can find another 0.170" to add to the gap, but I will give it a shot. There may be other alignment issues. I might make the new part from aluminum, which is easier to deal with. I see no reason to use steel, as specified in the plans.
Also, the set screws go right against the paint of the lathe. I don't like that. I may redo this thing so the screws drive a little plate against the apron, for less marring.
More CNC news: the lead screw nut mount has a problem. It's supposed to slip over the apron, and two set screws clamp it on. The gap that fits over the apron is something like 0.850" wide. That may work on a Harbor Freight lathe, but my lathe is a Big Dog, and the apron is about 1.020" thick. The gap in the part is too small.
I don't know if I can find another 0.170" to add to the gap, but I will give it a shot. There may be other alignment issues. I might make the new part from aluminum, which is easier to deal with. I see no reason to use steel, as specified in the plans.
Also, the set screws go right against the paint of the lathe. I don't like that. I may redo this thing so the screws drive a little plate against the apron, for less marring.
Every hard-fried egg began life sunny-side up.
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
I made a new nut mount, adding 0.130" to all the x measurements past the bore. The new part fits so snugly there is a small amount of friction when I put it in place. To anyone else doing this, I would suggest considering adding 0.135".
The gap the apron fits in is now 1.020" wide instead of 0.890".
Now I have to figure out what to do about the y motor mount. A plate holds it. That plate is mounted perpendicularly to the lathe's axis, against the tailstock end of the bed, with three cap screws going through it into the bed. Problem: the end of the bed is not flat. If you look down on it from above, you can see that the middle projects outward (toward the right as you face the lathe) by a fraction of a millimeter. I am not sure how to fix it. I may just mill a wide, shallow slot in the plate over the hole for the middle screw, running from top to bottom. That would provide relief and allow the plate to rest against the bed at all screw points. But I don't know how to measure the required slot depth. I could also put thin washers between the plate and bed where the outer screws go through.
The gap the apron fits in is now 1.020" wide instead of 0.890".
Now I have to figure out what to do about the y motor mount. A plate holds it. That plate is mounted perpendicularly to the lathe's axis, against the tailstock end of the bed, with three cap screws going through it into the bed. Problem: the end of the bed is not flat. If you look down on it from above, you can see that the middle projects outward (toward the right as you face the lathe) by a fraction of a millimeter. I am not sure how to fix it. I may just mill a wide, shallow slot in the plate over the hole for the middle screw, running from top to bottom. That would provide relief and allow the plate to rest against the bed at all screw points. But I don't know how to measure the required slot depth. I could also put thin washers between the plate and bed where the outer screws go through.
Every hard-fried egg began life sunny-side up.
-
SteveHGraham
- Posts: 7788
- Joined: Sat Jan 17, 2009 7:55 pm
- Location: Florida
Re: CNC Mini-Mill Conversion Notes
Here is a view of the end of the lathe, which has to go up against the flat motor mount. I would guess the outward projection of the middle portion is maybe 0.030". If anyone has a good suggestion for mounting a plate against it, I would love to hear it.
For now, though, how am I supposed to drill holes straight into the end? A hand drill will give crooked holes, and it won't fit on a mill or drill press.
For now, though, how am I supposed to drill holes straight into the end? A hand drill will give crooked holes, and it won't fit on a mill or drill press.
- Attachments
-
Every hard-fried egg began life sunny-side up.
Re: CNC Mini-Mill Conversion Notes
A magnetic drill press would be awesome for that job, but you can do it right by hand. Maybe use a guide jig (just a block with a hole drilled through straight)
Standards are so important that everyone must have their own...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...
To measure is to know - Lord Kelvin
Disclaimer: I'm just a guy with a few machines...