
I posted this adapter with questions on the General forum. This is a more step by step.
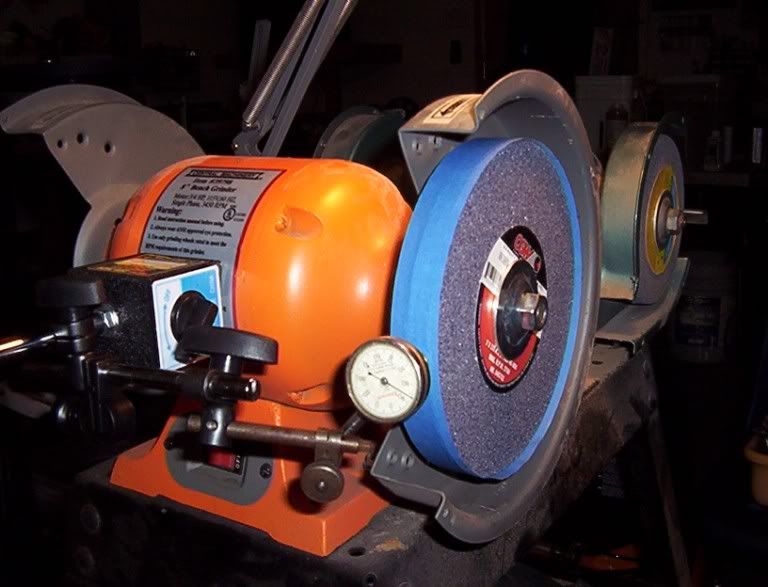
Finished Product

Using a 6061 T6 drop I get from a local plant I drilled a 1/2" hole (3/8" drill then 1/2" end mill). Notice the drill press vise. It took a long time to get it set and it still has the usual problems of a cheap vise. My lathe would not chuck the 2-7/8" piece, so the hole is for a bolt to hold in the chuck to turn the OD to 2-3/4" which my chuck will hold. Notice the two black lines on the part. That is two chords that I did a perpendicular bi-sect to find the center. I did tell you that I do not have the proper tools.

Then I turned two 7/16" shoulders, one to 1.250 OD and the one for the back side to what ever size would allow my tap to tap all the way to the center hole. (Notice the quick change post, homemade also)

Tested the wheel then drilled the 5/8" hole needed for the shaft size. I did not ream, as the adapter rides on the six spaced set screws.
Then my homemade dividing head by way of AutoCad.

Then I used those dividing head measurements and center drilled, tap drilled and threaded six holes.
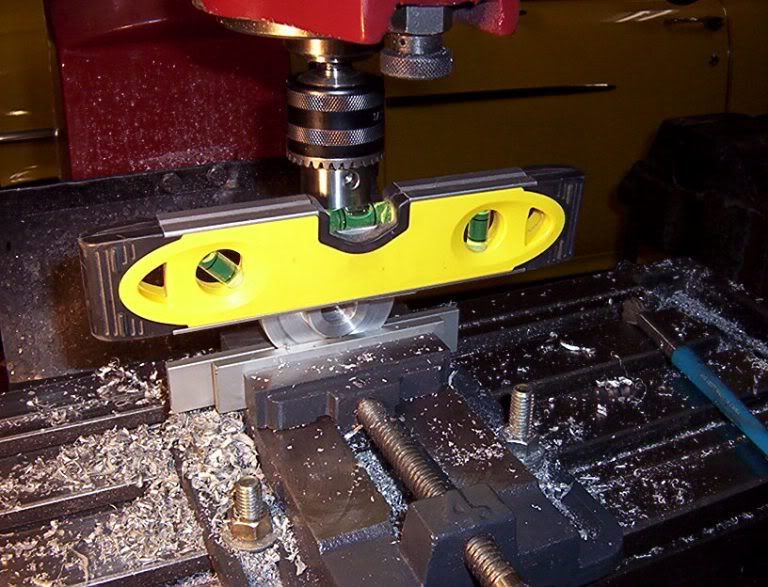
The second pic is finding exact quadrant (center) of piece to drill. Using a small pcs of alum pinned between the center drill and part, placed a level on top and move x axis until level. Same technique as used on a lathe to align cutting tool except horizonal.

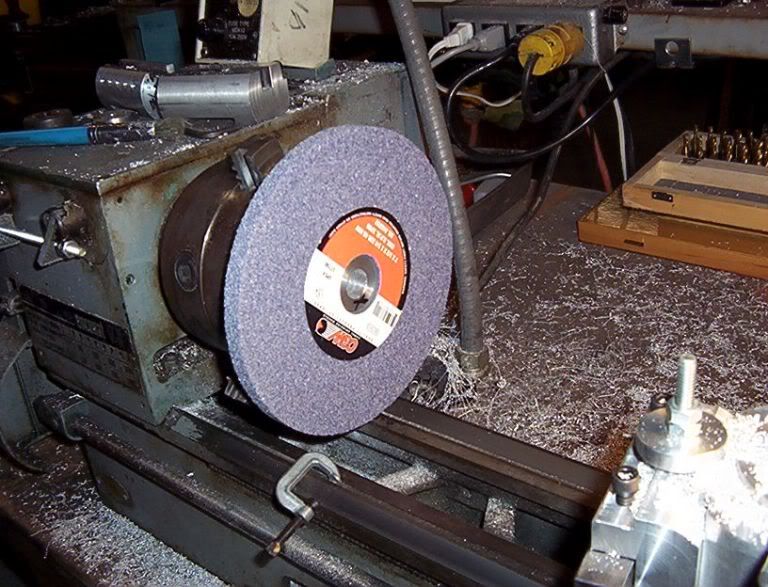
Then using my dial indicator, I adjusted the adapter to run true at the shaft and vertically, mounted the wheel and checked it for true. Used tape to keep the wheel off my indicator. This machine used to vibrate so badly that nothing would stay on the shelf and I had to put my leg against the machine to keep it in place. Now it is so smooth that there is no noise except the motor.
Well that is how it was done. The 1-1/4" shoulder for the wheel was cut to 1.249. Harold's tolerance was 1.250 -.002. I am retrofitting a pedestal stand built in the '50s by my dad. I will post it also when complete. I did modify Harold's drawing to fit my situation.
Frank


