Can a press brake bend curves like the skid plate in the picture? Material would be 3/16 or 1/4 5052 or similar.
It seems like widely spaced bottom supports opposed by a large diameter pipe "press" could bend the arc. Is there any place to find guidelines for tooling dimensions for something like this?
You can form most any curvature desired by bumping the piece progressively in small increments, using a fairly narrow die and a punch with a radius. You are unlikely to get desired results by using differential die and punch combination, getting, instead, a radius from the punch, with an angle created by the broad die. Could be that would make you happy just as well, but I doubt it would conform to the curvature in the photo.
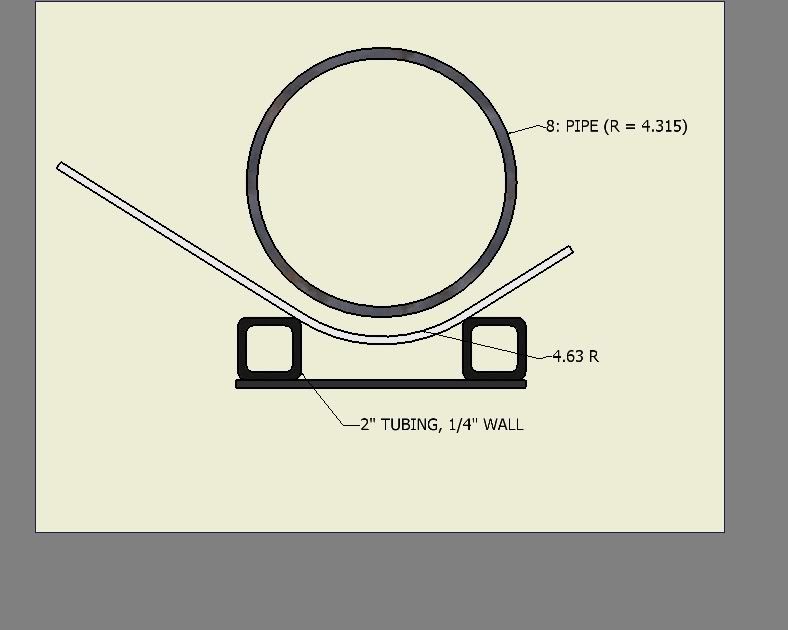
Thanks for the response. I think I should restate my question. Could I so something like the attached drawing? The pipe would need to be reinforced and the two pieces of tubing spaced at the "start curve/ end curve" distance. Force would have to come from a standard 30 ton shop press. I have done something similar for "angle" bends with good results.
Your setup should work nicely, assuming the pipe "punch" is close to the radius you want. 30 tons should be more than ample for 1/4" plate. Might have one of the square tubes adjustable in spacing so you can tune the bend. You can also use your setup to make the bend in several increments.
You can do pretty good on a part like that in a standard v notch press brake. Your finished part will have a series of small brake lines & not a perfect radius like slip rolls would make.
Well....I made the bend fixture with 8" pipe as the punch. The adjustable based tubes were a good idea and were included. I planned to final tune with a standard press brake. But...I got an unexpected result. The 4.312" radius pressed in with the pipe sprang back to a 6.6" radius. I did not expect it to spring back that far but I guess it is a large area. If I use those two numbers in a ratio, it suggests that I would have to bend to a 3" radius to get to my target of 4.63". However, I realize that the total deformation is elastic + plastic and that the elastic number should be constant. Is there another way to estimate what radius to bend to achieve the target after spring back. (It did make a very nice smooth curve.)
I also made up a press brake for angle type bends. The bending edge is a piece of heavy angle steel reinforced with a solid bar and the base part is similar to the picture. With a 25 ton air over hydraulic press, it bent 3/16 material easily but when I went to 1/4", I only got about 25 degrees before running out of power. Later, I bought a very basic Grizzly 30 ton press and it handled the 1/4" material so easily that it makes me wonder if there was something wrong with the 25 ton press.
Then again, I'm not very experienced at this. Maybe it always bends easily until the moment it stops.
I think you have solved the skid plate shaping but I'll suggest that if it's not a production run that a simple brake can generate curved surfaces by incremental braking without brake lines appearing. The gas tank design and fab on this custom bike, based on a 750 Honda 4, the metal is 16 ga. fabed on a 24" shop built brake. (sorry I don't have photos of the tank alone). A simple brake is not difficult to build and for the relatively narrow width of your 1/4" skid plate a hand operated brake should work fine.
Attachments
Just because you don’t believe it - doesn’t mean it’s not so.




{kind=link}