Press Brake
Press Brake
I seen a home made press brake yesterday that was really impressive and so simple to make. The fellow that has it has already bent up 10 ga up to 48" wide with it. Its nothing more than simple structural shapes and all he used was a 6 ton bottle jack. Was told it can handle 14 ga up to 72" wide without a problem. Might be a perfect use for some of those short I beams I can get. It consists mainly of two vertical I beams of approx 6" flange and web. The same size beams are used for thre top of the frame and the fixed bottom support. These beams have been boxed to give additional rigidity. On the top of the fixed bottom support beam is a 1/2" x 6" piece of flat iron with two 2 x 2 x 3/8" angle irons welded with the peaks up. On the top beam there are two pipe guides to hold the top beam in alginment with the lower cross beam. The moveable beam is apieceof 2 x 4 heavy walled tube with a piece of flat iron welded on the long edge to which a piece of the same angle as used on the bottom fixed beam uses. Between the fixed upper and the moveable upper is some springs to make it return up and a pad for a hydraulic jack. Pretty simple and very functional. Sure a lot easier to make and much more fuctional than making a regular apron style brake.
Re: Press Brake
Is there anyway that you could post a picture ?
Re: Press Brake
I can ask my friend if it would be ok to take some pics and post them the next time I am down there. But I do have a vivid image of it burned in my brain right now, and first thing Monday when the fab shop up the road from me opens up thats where I am headed to see what kind of materials I can scrounge in his salvage pile and start to make one. I think I am going to make one and use it to bend up the panels for the saw, as I would rather bend the corners than weld them if possible. Anyone that fools with sheetmetal etc can always use a press brake. I will probably only make mine 50" or maybe 60" inside instead of the 72". I don't think it will take but a couple of days to knock one of these out. Its really very few parts to cut, and mostly a lot of welding, and a MIG would make this job very quick. I expect to have a MIG that I am borrowing on Monday so I will have to wait and see.
I have a 30 Ton hydraulic cylinder for a porta power just looking to be used on something like this. Also have a nice 8 ton bottle jack that would work just fine. At least this is something that can be stored outside with a tarp on it and not in my already much to small shop or sheds.
I have a 30 Ton hydraulic cylinder for a porta power just looking to be used on something like this. Also have a nice 8 ton bottle jack that would work just fine. At least this is something that can be stored outside with a tarp on it and not in my already much to small shop or sheds.
Re: Press Brake
I'd like to see a picture of that also!
-
1FATGMC
Re: Press Brake
I'm interested in seeing the press brake you are making when you get a chance to post some pictures. It sounds like it will work fine.
There is a welding shop in the town where I live and the guy there made a 150 ton one that is quite impressive. I copied what he did on a much smaller scale and made one about 50 inches wide and use a bottle jack.
I'll try and post a picture here and if that doesn't work my web site is:
http://purplesagetradingpost.com/sumner ... brake.html or try this:
Press Brake
I just found this forum and it looks like there is really some good information here. Hope you guys don't mind if I jump in once in awhile.
c ya, Sum
1FATGMC
There is a welding shop in the town where I live and the guy there made a 150 ton one that is quite impressive. I copied what he did on a much smaller scale and made one about 50 inches wide and use a bottle jack.
I'll try and post a picture here and if that doesn't work my web site is:
http://purplesagetradingpost.com/sumner ... brake.html or try this:
Press Brake
I just found this forum and it looks like there is really some good information here. Hope you guys don't mind if I jump in once in awhile.
c ya, Sum
1FATGMC
Re: Press Brake
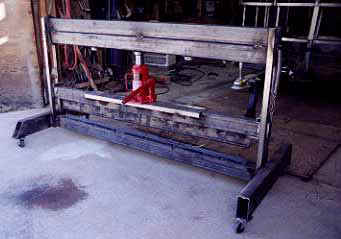
Here is my pressbrake. Its shown during its final stage of completeion, and I have a blurb about it and an image of the dies on my website. Hope to have some more pics up soon now that its finished.
www.frugalmachinist.com
www.frugalmachinist.com
-
1FATGMC
Re: Press Brake
Thanks so much for posting your web site. I spent the last couple hours on it and will be returning to it for ideas in the future.
Most of my metalworking revolves around cars and I'll tackle almost anything to do with one of those, but I decided not to get into upholstery. You have to sometimes put some limits on what you are going to learn in this lifetime.
Now that I got a lathe and mill/drill this last year I thought I was about ready to tackle a lot of other things I wanted to make, especially for the car I will be building for B'ville. That was until I got on your site and saw all the casting that you are doing. After seeing some of the projects you have made by being able to cast parts I'm feeling limited by not being able to cast. Unfortunatly I think the casting is going to have to wait along with the upholstery. I just have too many projects lined up right now to add casting to the list.
Back to the press brake for a minute. Are you planning on having to do any large sheets in it? I made mine kind of quick and dirty one day in a couple hours as I was making the teardrop trailer and needed to bend some sheetmetal. At that time my shop and workplace was 20 X 20 garage and the teardrop took up a lot of that space so I was doing my bending on the apron infront of the garage. Using large pieces of 20 gauge CRS it was easier for me to have the brake near the ground where I could lay a sheet of plywood by it to support the long pieces of steel. Now that I'm about done with my new house and have a large shop I'm going to raise the brake up and put it on the end of a metal table that will be on retractable wheels. That way I can support the large pieces on the table or work from the other side of the brake with small pieces. I'm mainly working with 20 gauge and sometimes 16 gauge with mine and it handles that fine. I think yours will easily handle heavier gauge steel. I'll be interested in seeing the finished pictures.
Maybe you could answer a question for me. I live in a small town of 3500 with one welding/light machine shop and not many options on finding scrap steel to work with. The nearest larger town, Farmington, NM, is 135 miles away. I get some various scrap steel that I sometimes don't know what it is. Is there an easy way besides the looks of the surface to tell if it is hot or cold rolled and when do I want to use one or the other? Once you get past the surface are they the same? I notice that you mix the two on some of your projects.
Well thanks again for putting out the great web site.
c ya, Sum
1FATGMC
Most of my metalworking revolves around cars and I'll tackle almost anything to do with one of those, but I decided not to get into upholstery. You have to sometimes put some limits on what you are going to learn in this lifetime.
Now that I got a lathe and mill/drill this last year I thought I was about ready to tackle a lot of other things I wanted to make, especially for the car I will be building for B'ville. That was until I got on your site and saw all the casting that you are doing. After seeing some of the projects you have made by being able to cast parts I'm feeling limited by not being able to cast. Unfortunatly I think the casting is going to have to wait along with the upholstery. I just have too many projects lined up right now to add casting to the list.
Back to the press brake for a minute. Are you planning on having to do any large sheets in it? I made mine kind of quick and dirty one day in a couple hours as I was making the teardrop trailer and needed to bend some sheetmetal. At that time my shop and workplace was 20 X 20 garage and the teardrop took up a lot of that space so I was doing my bending on the apron infront of the garage. Using large pieces of 20 gauge CRS it was easier for me to have the brake near the ground where I could lay a sheet of plywood by it to support the long pieces of steel. Now that I'm about done with my new house and have a large shop I'm going to raise the brake up and put it on the end of a metal table that will be on retractable wheels. That way I can support the large pieces on the table or work from the other side of the brake with small pieces. I'm mainly working with 20 gauge and sometimes 16 gauge with mine and it handles that fine. I think yours will easily handle heavier gauge steel. I'll be interested in seeing the finished pictures.
Maybe you could answer a question for me. I live in a small town of 3500 with one welding/light machine shop and not many options on finding scrap steel to work with. The nearest larger town, Farmington, NM, is 135 miles away. I get some various scrap steel that I sometimes don't know what it is. Is there an easy way besides the looks of the surface to tell if it is hot or cold rolled and when do I want to use one or the other? Once you get past the surface are they the same? I notice that you mix the two on some of your projects.
Well thanks again for putting out the great web site.
c ya, Sum
1FATGMC
Re: Press Brake
I masy be incorrect in my assumptions on CRS and HRS, but both are low carbon or mild steels. Usually HRS has a mill scale on it where the CRS has a shiney or smooth mill scale free surface, is usually produced with squared edges as compared to the HRS edges, and more uniform in finish and size. CRS is more prone to distorting when you mill a keyway in a shaft for example as compared to HRS, but both will distort to some degree with various machine operations.
CRS is more expensive and is usually in the 1018 class of alloys from what I read on it. To me when I sub HRS or CRS both on the smae project one is probably as good as the other, but I think the CRS is a better product so if I have some CRS that will do, I use it if not out comes HRS or whatever else will fill the bill.
Eventually I plan on adding two hydraulic cylinders on this press brake, and power them with a electric / hydraulic power pack. I already have the cyliners and power pack and hoses and valve. What is my hold up now is a decent place to put the beast out of the weather. You think your shop is small. Mine is about 75% as big as yours is. So right now my PB is under the small 10 x 12 roof where I do my casting at, covered witha tarp. I plan on adding a 12 x 16 roof section if it ever stops raining long enough and time permits. So it will be under a roof, but no sidewalls which is prettycommon for a lot of shops in the south. Since I don;t use it all that often I figure as long as its basically out of the weather and dry and since it really does not get what I consider cold here, using it under a roof should make it pretty decent. If I had my way it would be in the living room or spare bedroom, but the wife has different ideas on that plan
So far I have bent a piece of 1/4" plate about 12 inches wide and a piece of 10 ga 48" wide with it. It was tough with the 1/4" stuff but it made it, barely. Not a close radius but better than I could have possibly done by other means I used to use. I think once I get the real press brake dies on it, it should be quite a press brake for what I have in it money wise.
Casting opens up an entire new world of metal working. Its fast and easy to make a pattern from wood and then cast it. If you screw it up, remelt it and do it again. Lots easier in most cases than making the same item from a solid chunk of material, screwing it up and then having to toss the entire thing. I have made a few items for old cars for folks and they have really been ore than satisfied. I think metal casting by itself is one aspect of metal work that is about the cheapest thing you can get into and still be able to produce a useable item and not have to invest a ton of money on associated equipment. For the most part basic hand tools will suffice for most casting work. Of course having machine tools just makes it easier and a lot faster to finish off a casting etc.
CRS is more expensive and is usually in the 1018 class of alloys from what I read on it. To me when I sub HRS or CRS both on the smae project one is probably as good as the other, but I think the CRS is a better product so if I have some CRS that will do, I use it if not out comes HRS or whatever else will fill the bill.
Eventually I plan on adding two hydraulic cylinders on this press brake, and power them with a electric / hydraulic power pack. I already have the cyliners and power pack and hoses and valve. What is my hold up now is a decent place to put the beast out of the weather. You think your shop is small. Mine is about 75% as big as yours is. So right now my PB is under the small 10 x 12 roof where I do my casting at, covered witha tarp. I plan on adding a 12 x 16 roof section if it ever stops raining long enough and time permits. So it will be under a roof, but no sidewalls which is prettycommon for a lot of shops in the south. Since I don;t use it all that often I figure as long as its basically out of the weather and dry and since it really does not get what I consider cold here, using it under a roof should make it pretty decent. If I had my way it would be in the living room or spare bedroom, but the wife has different ideas on that plan
So far I have bent a piece of 1/4" plate about 12 inches wide and a piece of 10 ga 48" wide with it. It was tough with the 1/4" stuff but it made it, barely. Not a close radius but better than I could have possibly done by other means I used to use. I think once I get the real press brake dies on it, it should be quite a press brake for what I have in it money wise.
Casting opens up an entire new world of metal working. Its fast and easy to make a pattern from wood and then cast it. If you screw it up, remelt it and do it again. Lots easier in most cases than making the same item from a solid chunk of material, screwing it up and then having to toss the entire thing. I have made a few items for old cars for folks and they have really been ore than satisfied. I think metal casting by itself is one aspect of metal work that is about the cheapest thing you can get into and still be able to produce a useable item and not have to invest a ton of money on associated equipment. For the most part basic hand tools will suffice for most casting work. Of course having machine tools just makes it easier and a lot faster to finish off a casting etc.
-
Marty_Escarcega
- Site Admin
- Posts: 1730
- Joined: Wed Dec 18, 2002 8:17 pm
- Location: Mesa, AZ USA
Re: Press Brake
Here is my pressbrake. Its shown during its final stage of completeion, and I have a blurb about it and an image of the dies on my website. Hope to have some more pics up soon now that its finished.
www.frugalmachinist.com
Roy, since you used angle iron for your "dies" is the sheetmetal being bent to a true 90 degree angle or does it spring back just a touch?
Ernie Liemkuhler made some dies for his hydraulic press and posted them to the RCM Drop box. Look under HYD-PRESS, he also made some punch dies...
RCM Drop Box
"Jack of all Trades, Master of None"
Re: Press Brake
So far the angles bent are pretty darn dead on a 90. I do know for a fact though that the legs of the angle irons I used are noty quite a 90 deg (must have been cheap import steel angles ) but they do come out right. I had concerns abouty the angle myself, and had planned on shimming up the inner legs of the angles forming the lower die to give the angle a bit more than 90 deg, but after putting my sample set of dies together and giving it a trial it proved to be not necessary.
-
1-FATGMC
Re: Press Brake
Roy thanks for the information on the steel.
I've been reading more about the casting on your site and maybe in another year or so might like to give it a try. You have done a very good job of explaining the procedure. Would you mind giving me a ball park estimate on how much it would take to get into it with something like your garbage can furnace, the burner, sand, etc.? I take it that you were able to melt enough aluminum with the garbage can furnace to pour those 3 step pulleys you made for the speed reduction on your drill press. This would probably be about as large a pour as I would see myself doing.
Also one other thing. I just got a mill and lathe this past year and am finally having some time to use it. I got one of those import sets of 2 flute and 4 flute TiN coated end mills and have been using the 2 flute so far. Would I be wise to get 1 or2 roughing end mills and save the others for the final cuts? If so could you suggest one or two from ENCO's catalog? There are so many I'm at a loss. If they are too expensive I might have to wait a while until my business picks up some. Thanks.
Another question (maybe these should be posted in the other forum). I bought an edge finder. When I use it to find an edge it wobbles and then goes straight and the when I go too far it off centers. What is the correct procedure for using one of these?
If this is too many questions just answer what you can or anyone else can jump in.
Thanks, Sum
1FATGMC
I've been reading more about the casting on your site and maybe in another year or so might like to give it a try. You have done a very good job of explaining the procedure. Would you mind giving me a ball park estimate on how much it would take to get into it with something like your garbage can furnace, the burner, sand, etc.? I take it that you were able to melt enough aluminum with the garbage can furnace to pour those 3 step pulleys you made for the speed reduction on your drill press. This would probably be about as large a pour as I would see myself doing.
Also one other thing. I just got a mill and lathe this past year and am finally having some time to use it. I got one of those import sets of 2 flute and 4 flute TiN coated end mills and have been using the 2 flute so far. Would I be wise to get 1 or2 roughing end mills and save the others for the final cuts? If so could you suggest one or two from ENCO's catalog? There are so many I'm at a loss. If they are too expensive I might have to wait a while until my business picks up some. Thanks.
Another question (maybe these should be posted in the other forum). I bought an edge finder. When I use it to find an edge it wobbles and then goes straight and the when I go too far it off centers. What is the correct procedure for using one of these?
If this is too many questions just answer what you can or anyone else can jump in.
Thanks, Sum
1FATGMC
-
Mark@Izza
Re: Press Brake
You guys are aware that there are used machinery dealers all over the place that sell used pressbrake dies for a few bucks a pound, right? I buy dies all the time and cut them down to the length that I need.
For that matter, there is an endless supply older mechanical pressbrakes that can be had for way less than a couple of grand.
My 2 cents. Although I can appreciate being a hobbyist and wanting to build a tool totaly on your own.
Mark
For that matter, there is an endless supply older mechanical pressbrakes that can be had for way less than a couple of grand.
My 2 cents. Although I can appreciate being a hobbyist and wanting to build a tool totaly on your own.
Mark